


 English
English русский
русский عربى
عربى 中文简体
中文简体
Контент
- 1 1. Как работает адсорбционное оборудование с активированным углем
- 2 2. Типы адсорбционного оборудования с активированным углем
- 2.1 2.1 Адсорбционная колонна с активированным углем с неподвижным слоем
- 2.2 2.2 Адсорбционные системы с подвижным слоем и вращающимися колесами
- 2.3 2.3 Конструкция промышленной адсорбционной колонны с активированным углем — ключевые параметры
- 2.4 2.4 Модульные и индивидуально спроектированные системы
- 3 3. Основные приложения по отраслям
- 4 4. Регенерация адсорбционного оборудования с активированным углем.
- 5 5. Как выбрать правильную систему
- 6 6. Нормативные стандарты и соответствие
Адсорбционное оборудование с активированным углем представляет собой промышленную систему очистки воздуха и воды, в которой используется исключительно большая площадь поверхности и пористая структура активированного угля для удаления органических загрязнителей, летучих органических соединений (ЛОС), пахучих газов и растворенных загрязнений из газовых или жидких потоков посредством механизмов физической и химической адсорбции. Поскольку экологические нормы ужесточаются во всем мире, а стандарты промышленных выбросов становятся все более строгими, адсорбционное оборудование с активированным углем стала одной из наиболее широко используемых технологий очистки конца трубы в фармацевтической, химической, электронной, полиграфической, лакокрасочной и очистной отраслях.
Это руководство для инженеров охватывает всю техническую и коммерческую среду адсорбционное оборудование с активированным углем — от основ адсорбции и конфигураций систем до методов регенерации, критериев выбора, соблюдения нормативных требований и ключевых моментов для групп закупок B2B, занимающихся поиском систем промышленного масштаба.
1. Как работает адсорбционное оборудование с активированным углем
1.1 Механизм адсорбции: физическая и химическая адсорбция
Принцип работы адсорбционное оборудование с активированным углем основан на склонности молекул жидкой фазы накапливаться на поверхности твердого адсорбента. Этот процесс управляется двумя различными механизмами:
- Физическая адсорбция (физосорбция) : Управляется межмолекулярными силами Ван-дер-Ваальса между молекулой адсорбата и поверхностью углерода. Химические связи не образуются, а это означает, что процесс полностью обратим — адсорбированная молекула может быть десорбирована при уменьшении парциального давления или повышении температуры. Физисорбция является доминирующим механизмом в большинстве применений по удалению ЛОС и органических газов и является основой регенерации адсорбционное оборудование с активированным углем . Адсорбционная способность пропорциональна молекулярной массе адсорбата и температуре кипения: более тяжелые молекулы ЛОС с более высокой температурой кипения адсорбируются сильнее, чем более легкие молекулы с более низкой температурой кипения.
- Химическая адсорбция (хемосорбция) : Включает образование химических связей между адсорбатом и поверхностными функциональными группами углерода. Этот механизм обеспечивает более высокую адсорбционную способность для конкретных целевых соединений (например, сероводорода, паров ртути, кислых газов), но, как правило, необратим — химически адсорбированные вещества не могут быть удалены путем термической регенерации, что делает замену углерода, а не регенерацию, необходимой реакцией на насыщение. Импрегнированный активированный уголь (нагруженный KI, KOH, H3PO4 или металлическими соединениями) использует хемосорбцию для специфического удаления загрязнений.
-

1.2 Роль пористой структуры: микропоры, мезопоры, макропоры.
Исключительная адсорбционная способность активированного угля — удельная площадь поверхности 500–2000 м²/г по сравнению с 1–5 м²/г для обычных фильтрующих материалов — является прямым следствием его высокоразвитой внутренней сети пор. Классификация ИЮПАК определяет три категории размера пор, каждая из которых выполняет определенную функцию в процессе адсорбции:
| Тип пор | Диапазон диаметров | Функция в адсорбции | Целевые загрязнители |
|---|---|---|---|
| Микропоры | <2 нм | Первичные адсорбционные центры — наивысшая поверхностная энергия и емкость. | Малые органические молекулы, летучие органические соединения, растворители (ММ <300 г/моль) |
| Мезопоры | 2–50 нм | Пути транспорта к микропорам; адсорбция более крупных молекул | Красители, более крупные органические молекулы, некоторые пестициды. |
| Макропоры | >50 нм | Сеть автомагистралей для быстрой транспортировки адсорбата в углеродные частицы | Не первичные центры адсорбции — только диффузионная роль |
Для адсорбционное оборудование с активированным углем for VOC removal углероды с большим объемом микропор (>0,4 см³/г) и площадью поверхности по БЭТ, превышающей 1000 м²/г, предназначены для максимизации адсорбционной способности на единицу массы углерода. Для адсорбционное оборудование с активированным углем for wastewater treatment Объем мезопор становится более важным для размещения более крупных растворенных органических молекул и гуминовых веществ, обычно присутствующих в промышленных сточных водах.
1.3 Кривая прорыва и точка насыщения
Кривая прорыва — это фундаментальный показатель эффективности для любого адсорбционное оборудование с активированным углем система работает в режиме непрерывного потока. По мере прохождения загрязненного газа или жидкости через угольный слой адсорбция происходит прогрессивно — сначала входные слои углеродного насыщения, а зона массообмена (МТЗ) — область активной адсорбции — с течением времени мигрирует в сторону выхода из слоя. Прорыв определяется как момент, когда концентрация загрязняющих веществ на выходе достигает определенной доли концентрации на входе (обычно 5–10% для систем ЛОС или нормативного предела выбросов, в зависимости от того, что более строго).
Критические параметры кривой прорыва, которые определяют проектирование системы и эксплуатационные решения, включают:
- Время прорыва (t_b) : Время от начала работы до прорыва — определяет интервал регенерации или замены углерода и напрямую влияет на эксплуатационные расходы.
- Время насыщения (t_s) : Время полного насыщения пласта — соотношение t_b/t_s определяет остроту фронта прорыва. Острые фронты (коэффициент, приближающийся к 1,0) указывают на эффективное использование углерода; постепенные фронты указывают на осевую дисперсию, образование каналов или плохую конструкцию пласта.
- Эффективность использования углерода : доля общей углеродной емкости, фактически использованная до прорыва — обычно 50–80% для хорошо спроектированных систем с неподвижным слоем. Более низкая эффективность указывает на слишком спроектированные слои или плохое распределение потока.
1.4 Ключевые показатели эффективности: адсорбционная способность, глубина слоя, время контакта
Системное проектирование адсорбционное оборудование с активированным углем сосредоточено на трех взаимозависимых переменных проекта:
- Адсорбционная способность (q, мг/г или кг/кг) : Масса загрязняющего вещества, адсорбированного на единицу массы углерода в равновесии, определяемая изотермой адсорбции (модель Ленгмюра или Фрейндлиха) для конкретной системы адсорбат-углерод при рабочей температуре. Опубликованные данные по изотермам от производителей углерода служат отправной точкой для расчета размеров слоев.
- Глубина пласта (L, м) : Минимальная глубина слоя определяется длиной зоны массообмена — для достижения целевой концентрации проскока слой должен быть как минимум в 1,5–2,0 раза больше длины МТЗ. Более глубокие слои увеличивают время контакта, улучшают концентрацию на выходе и увеличивают время прорыва за счет более высокого перепада давления.
- Время контакта с пустой кроватью (EBCT, минуты) : Отношение объема слоя к объемному расходу — единственный наиболее важный параметр определения размера адсорбционное оборудование с активированным углем . Типичные значения EBCT составляют 0,1–0,5 секунды для систем очистки летучих органических соединений в газовой фазе и 5–30 минут для систем очистки сточных вод в жидкой фазе. Более длительный EBCT повышает эффективность удаления, но увеличивает капитальные затраты (корпус большего размера) и количество углерода.
2. Типы адсорбционного оборудования с активированным углем
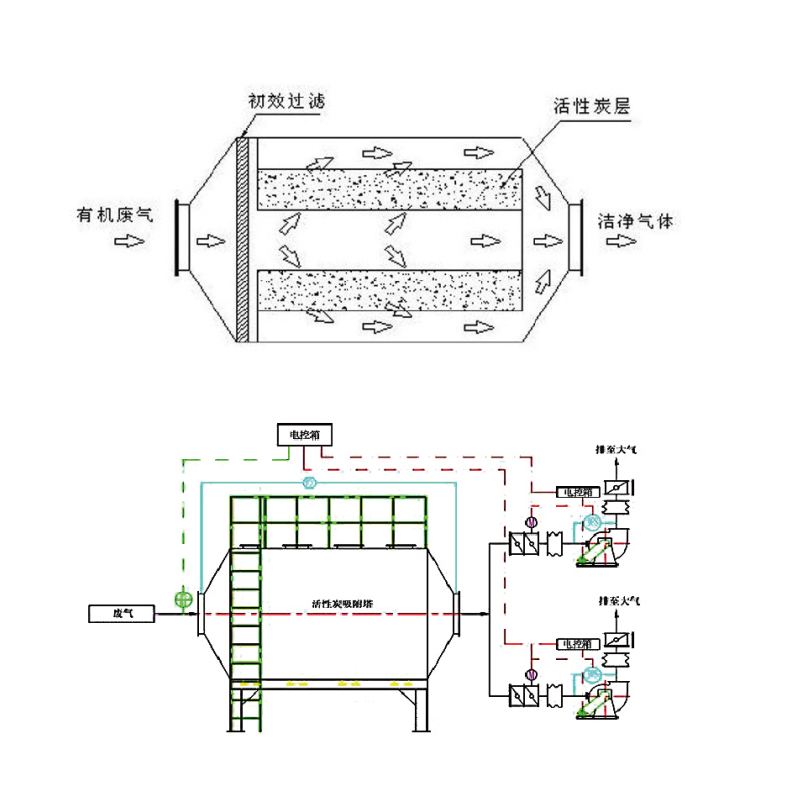
2.1 Адсорбционная колонна с активированным углем с неподвижным слоем
Адсорбционная башня с неподвижным слоем является наиболее широко используемой конфигурацией адсорбционное оборудование с активированным углем в промышленных применениях. Углерод упаковывается в виде неподвижного слоя внутри сосуда под давлением; загрязненный газ или жидкость протекает через слой в определенном направлении (обычно нисходящий поток для жидкостей, восходящий или нисходящий поток для газов), а чистые сточные воды выходят с противоположного конца. Системы с фиксированным слоем работают как в одно-, так и в многоместном исполнении (ведущий-запаздывающий):
- Односпальные системы : Самая простая конфигурация — самые низкие капитальные затраты, но требует остановки процесса для регенерации или замены углерода. Подходит для периодических процессов или применений с редкой необходимостью регенерации.
- Двухслойные системы опережения-запаздывания : Два слоя работают последовательно: слой свинца поглощает большую часть загрязняющих веществ, а нижний слой действует как стадия полировки и раннего предупреждения о прорыве слоя свинца. Когда слой свинца насыщается, он отключается для регенерации, в то время как слой ведомого становится новым слоем свинца, а только что регенерированный слой поступает в качестве нового ведомого слоя. Такая конфигурация обеспечивает непрерывную работу без остановки процесса — стандартная конструкция для промышленных приложений непрерывного контроля выбросов.
- Несколько параллельных кроватей : Три или более слоев, работающих параллельно: один адсорбирующий, один регенерирующий, один охлаждающий/резервный. Используется для применений с высоким расходом, где один слой был бы непрактично большим или где требуется непрерывная работа с перекрывающимися циклами регенерации.
2.2 Адсорбционные системы с подвижным слоем и вращающимися колесами
Для applications requiring continuous operation with low pressure drop and high volumetric flow rates — particularly large-volume, low-concentration VOC streams — moving-bed and rotating adsorption wheel systems offer advantages over fixed-bed configurations:
- Адсорберы с подвижным слоем : Угольные гранулы непрерывно движутся вниз через зону адсорбции под действием силы тяжести, в то время как загрязненный газ течет вверх в противотоке. Насыщенный уголь непрерывно отбирается снизу и передается в установку регенерации; регенерированный уголь возвращается наверх. Такая конфигурация обеспечивает эффективность использования углерода, близкую к теоретической, и устраняет революционное ограничение систем с неподвижным слоем.
- Вращающееся адсорбционное колесо (сотовый ротор) : Цилиндрический ротор, наполненный активированным углем или цеолитом сотовой структуры, медленно вращается (1–10 об/мин), чередуя сектора адсорбции и десорбции. Эта конструкция особенно эффективна для больших объемов потоков ЛОС с низкой концентрацией (концентрация на входе 10–500 мг/м³), где она концентрирует нагрузку ЛОС в 10–30 раз перед направлением концентрированного потока в последующий термический окислитель, что существенно снижает эксплуатационные расходы окислителя.
2.3 Конструкция промышленной адсорбционной колонны с активированным углем — ключевые параметры
Инженерное дело Проект промышленной адсорбционной башни с активированным углем требует указания следующих взаимозависимых параметров для надежного достижения целевых показателей выбросов во всем диапазоне условий эксплуатации:
| Проектный параметр | Типичный диапазон (газовая фаза) | Типичный диапазон (жидкая фаза) | Инженерное значение |
|---|---|---|---|
| Поверхностная скорость (u) | 0,2–0,5 м/с | 5–15 м/ч | Управляет перепадом давления и коэффициентом массопередачи |
| Глубина кровати (L) | 0,3–1,5 м | 1,0–3,0 м | Для достижения целевой эффективности длина МТЗ должна превышать 1,5×. |
| EBCT | 0,1–0,5 с | 5–30 мин. | Основной параметр определения эффективности удаления |
| Размер частиц углерода | Сетка 4×8 (2,4–4,8 мм) | 8×30 сетка (0,6–2,4 мм) | Меньшие частицы: лучшая кинетика, более высокий перепад давления |
| Падение давления (ΔP) | 500–2000 Па/м | 0,5–2,0 бар/м | Определяет энергопотребление вентилятора/насоса |
| Диапазон температур | 10–50°С (оптимально) | 5–40°С (оптимально) | Более высокая температура снижает адсорбционную способность. |
| Относительная влажность (газовая фаза) | Предпочтительно <70% относительной влажности | Н/Д | Водяной пар конкурирует с ЛОС за места адсорбции при относительной влажности выше 70%. |
2.4 Модульные и индивидуально спроектированные системы
Решение о закупке между модульными стандартными блоками и конструкциями, спроектированными по индивидуальному заказу. адсорбционное оборудование с активированным углем определяется сложностью и масштабом применения:
- Модульные системы : Предварительно спроектированные агрегаты заводской сборки доступны со стандартным расходом и размерами запаса углерода. Более короткое время выполнения заказа (4–8 недель по сравнению с 12–24 неделями для индивидуального заказа), меньшие затраты на проектирование и более легкая доступность запасных частей. Лучше всего подходит для применений, где скорость потока, концентрация и целевая эффективность находятся в пределах диапазона технических характеристик стандартного устройства.
- Системы, спроектированные по индивидуальному заказу : Разработан специально с учетом технологических условий клиента, ограничений площадки и нормативных требований. Требуется для нестандартных скоростей потока, потоков с высокой температурой или высокой влажностью, многокомпонентных смесей ЛОС, требующих специального выбора углерода, или интегрированных систем, включающих предварительную обработку, регенерацию и последующую обработку в одном инженерном решении. Более высокие первоначальные затраты на проектирование и изготовление компенсируются оптимизированной производительностью, меньшими эксплуатационными расходами в течение срока службы и гарантированным соответствием нормативным требованиям.
-
3. Основные приложения по отраслям
3.1 Адсорбционное оборудование с активированным углем для удаления ЛОС
Адсорбционное оборудование с активированным углем для удаления летучих органических соединений является основным приложением, стимулирующим спрос на эту технологию на мировом рынке. Промышленные выбросы ЛОС — от растворителей, нанесения покрытий, фармацевтического синтеза, печати, переработки резины и химического производства — подпадают под все более строгие нормативные ограничения в соответствии с GB 16297 Китая, Директивой ЕС о промышленных выбросах (IED) и Национальными стандартами выбросов опасных загрязнителей воздуха Агентства по охране окружающей среды США (NESHAP).
Ключевые требования к производительности для адсорбционное оборудование с активированным углем for VOC removal включают:
- Эффективность удаления : Обычно >95 % для соблюдения нормативных требований в ключевых отраслях промышленности Китая (ГБ 37822-2019 требует, чтобы общая концентрация ЛОС на выходе составляла ≤60 мг/м³ для большинства отраслей); Для удаления опасных загрязнителей воздуха (HAP) в фармацевтических и химических производствах может потребоваться >98%.
- Диапазон концентрации на входе : Угольные адсорберы с неподвижным слоем оптимизированы для входных концентраций ЛОС 300–5000 мг/м³. Ниже 300 мг/м³ использование углерода за цикл регенерации падает, что увеличивает эксплуатационные расходы. При концентрации выше 5000 мг/м³ риск возгорания и взрыва из-за экзотермического адсорбционного тепловыделения требует тщательного управления температурным режимом и разработки защитной блокировки.
- Интеграция восстановления растворителей : Для дорогостоящих растворителей (МЭК, толуол, этилацетат, ДМФ), регенерируется паром. адсорбционное оборудование с активированным углем for VOC removal позволяет извлекать десорбированный растворитель путем конденсации и повторно использовать, превращая затраты на борьбу с выбросами в поток доходов от восстановления сырья, который может компенсировать 30–70% эксплуатационных затрат системы.
3.2 Адсорбционное оборудование с активированным углем для очистки сточных вод
Адсорбционное оборудование с активированным углем для очистки сточных вод занимается удалением растворенных органических соединений, следов фармацевтических препаратов, пестицидов, красителей, комплексов тяжелых металлов, а также соединений вкуса и запаха из промышленных сточных вод и питьевой воды, устойчивых к процессам биологической очистки. Ключевым преимуществом активированного угля перед биологической очисткой для этих целей является его неселективность: активированный уголь адсорбирует практически все органические соединения одновременно, независимо от их биоразлагаемости.
Применение очистки промышленных сточных вод включает в себя:
- Очистка фармацевтических стоков : Удаление активных фармацевтических ингредиентов (АФИ), промежуточных продуктов и остаточных растворителей до концентраций ниже пределов обнаружения перед сбросом. Требуют все более строгие стандарты сброса сточных вод фармацевтической промышленности в Китае (GB 21904) и Европе.
- Красильные и текстильные сточные воды : Обесцвечивание стоков реактивных красителей со снижением ХПК с 200–500 мг/л до <50 мг/л. Активированный уголь особенно эффективен для стойких азокрасителей, устойчивых к биологическому разложению.
- Вода для промывки электроники и полупроводников : Удаление следов органических растворителей (IPA, ацетон, NMP) из потоков промывочной воды высокой чистоты, что позволяет повторно использовать воду и уменьшить объем сброса.
- Усовершенствованная очистка питьевой воды : Удаление предшественников побочных продуктов дезинфекции, соединений вкуса и запаха (геосмин, 2-MIB) и микрозагрязнителей на этапе третичной полировки после традиционной обработки.
3.3 Фармацевтическая, химическая и полиграфическая промышленность
Эти три сектора в совокупности представляют собой сегмент рынка с наибольшей стоимостью для адсорбционное оборудование с активированным углем из-за сочетания потоков дорогостоящих растворителей (оправдывающих инвестиции в рекуперацию растворителей), строгих нормативных требований (обеспечивающих требования к высокой эффективности удаления) и сложных многокомпонентных смесей ЛОС (требующих разработки экспертной системы и выбора углерода):
- Фармацевтическое производство : Операции по синтезу, составлению рецептур и нанесению покрытий приводят к образованию выхлопных потоков, содержащих растворители, содержащие этанол, IPA, ацетон, метиленхлорид и другие HAP. Проект промышленной адсорбционной башни с активированным углем для фармацевтических применений должны учитывать совместимость смесей растворителей, электрическую классификацию взрывобезопасности (зона 1 или 2 ATEX) и требования документации GMP.
- Химическое производство : Технологические вентиляционные отверстия, выхлопные газы реактора и потери дыхания в резервуарах-хранилищах содержат широкий спектр органических соединений. Выбор углерода должен учитывать конкурентную адсорбцию между компонентами смеси и возможность повышения температуры теплоты адсорбции в концентрированных потоках.
- Печать и упаковка : При флексографической, глубокой и офсетной печати образуются большие объемы выхлопных газов, содержащих растворители (толуол, этилацетат, изопропанол). Восстановление растворителя посредством адсорбции углерода, регенерированного паром, экономически выгодно при загрузках растворителя, типичных для операций высокоскоростной печати.
3.4 Электроника, фотогальваника и обработка резины
Производство электроники и фотоэлектрических систем генерирует технологические выхлопы, содержащие NMP (N-метил-2-пирролидон), ДМФ (диметилформамид) и другие высококипящие растворители в результате операций нанесения покрытий и ламинирования. Эти растворители обладают высоким адсорбционным сродством к активированному углю (высокая температура кипения = сильная адсорбция) и значительной экономической эффективностью восстановления. адсорбционное оборудование с активированным углем для этих применений технология регенерации растворителя предпочтительнее термического окисления. Операции по переработке каучука и вулканизации выделяют соединения серы, углеводороды и газы, содержащие твердые частицы, требующие предварительной фильтрации перед адсорбцией углерода, чтобы предотвратить преждевременное засорение слоя.
4. Регенерация адсорбционного оборудования с активированным углем.
4.1 Регенерация пара – технологические и энергетические требования
Регенерация паром является наиболее широко используемым методом регенерация адсорбционного оборудования с активированным углем в приложениях по восстановлению растворителей. Через слой насыщенного углерода пропускают пар низкого давления (110–140°С, 0,05–0,3 МПа), обеспечивая тепловую энергию, необходимую для десорбции адсорбированных ЛОС (десорбция эндотермическая — обратная экзотермической адсорбции). Десорбированная паровоздушная смесь ЛОС выходит из слоя и конденсируется в теплообменнике; разделение фаз (декантация) отделяет восстановленный растворитель от водного конденсата.
Основные параметры регенерации пара:
- Соотношение пара и растворителя : Обычно 2–5 кг пара на кг десорбированного растворителя, в зависимости от адсорбционной способности растворителя и целевой остаточной нагрузки слоя после регенерации.
- Остаточная нагрузка после регенерации : Не весь адсорбированный растворитель удаляется в каждом цикле регенерации — обычно 10–30% загрузки перед регенерацией остается в виде «пятки». Эта пятка накапливается в течение последовательных циклов до тех пор, пока не будет достигнуто равновесие, определяя рабочую способность углерода как разницу между прорывной нагрузкой и равновесной пяточной нагрузкой.
- Угольная сушка после паровой регенерации : Угольный слой сохраняет значительную влажность после регенерации паром, что снижает доступную адсорбционную способность для последующих циклов. Перед возвратом кровати в эксплуатацию необходима сушка горячим воздухом (60–100°C) или продувка инертным газом.
4.2 Термическая регенерация/регенерация горячего газа
Для applications where steam introduction is undesirable — water-sensitive solvents, or systems where solvent-water separation is uneconomical — hot inert gas (nitrogen at 150–250°C) or hot air regeneration is used. Hot gas regeneration achieves lower residual heel than steam regeneration (since no water is introduced to compete for adsorption sites during cooling) but requires more complex gas recirculation infrastructure. This method is preferred for ketone solvents (MEK, MIBK) that form explosive peroxides on contact with water, and for high-boiling solvents where steam condensation temperatures are insufficient for complete desorption.
4.3. Методы вакуумной десорбции и продувки азотом.
Вакуумная десорбция снижает парциальное давление адсорбированных частиц над слоем углерода, что приводит к десорбции при более низких температурах, чем термические методы. Комбинированная вакуумно-термическая регенерация (одновременное применение вакуума и умеренный нагрев до 80–120°C) обеспечивает наименьшую остаточную температуру среди всех методов регенерации и предназначена для дорогостоящих растворителей, где максимальный выход регенерации экономически важен. Регенерация с продувкой азотом — пропускание нагретого азота через слой для удаления адсорбированных летучих органических соединений — используется для термочувствительных соединений, которые разлагаются при температурах регенерации паром, а также для небольших систем, где инфраструктура производства пара недоступна.
4.4 Управление циклом регенерации и пороговые значения замещения углерода
Эффективный регенерация адсорбционного оборудования с активированным углем требует систематического управления циклом для отслеживания снижения производительности по выбросам углекислого газа и определения оптимальных сроков замены:
| Метод регенерации | Типичная продолжительность цикла | Срок службы углерода (циклы) | Остаточная пята (% от свежей емкости) | Лучшее приложение |
|---|---|---|---|---|
| Регенерация пара | 4–8 часов | 500–1000 циклов | 10–30% | Восстановление растворителей (спирт, кетон, сложный эфир) |
| Регенерация горячего газа (N₂) | 6–12 часов | 300–600 циклов | 5–15% | Чувствительные к воде растворители, высококипящие летучие органические соединения |
| Вакуумно-термическая регенерация | 8–16 часов | 200–400 циклов | 2–8% | Высококачественные растворители, максимальный выход восстановления |
| Без регенерации (замена углерода) | Н/Д | Одноразовое использование | Н/Д | Хемосорбционные применения, малообъемные системы |
Уголь следует заменять, когда рабочая мощность (измеренная по времени прорыва в стандартных условиях) снижается до 50–60% от первоначальной производительности (обычно через 3–5 лет для систем с паровой регенерацией) или когда физическая деградация (истертость частиц, накопление золы или засорение смолой из-за полимеризующихся летучих органических соединений) приводит к увеличению падения давления в слое, превышающему возможности системного вентилятора.
5. Как выбрать правильную систему
5.1 Концентрация загрязняющих веществ и определение скорости потока
Выбор системы для адсорбционное оборудование с активированным углем начинается с полной характеристики входного потока газа или жидкости:
- Объемный расход (Нм³/ч или м³/ч) : Расчетный расход должен отражать максимальный технологический расход, включая запас безопасности (обычно 110–120 % от номинального максимума). Площадь поперечного сечения угольного слоя рассчитывается как расход, деленный на заданную приведенную скорость (0,2–0,5 м/с для газовой фазы).
- Концентрация загрязняющих веществ (мг/м³ или мг/л) : Должны быть охарактеризованы как средние, так и пиковые концентрации. События пиковой концентрации (во время запуска оборудования, пиков периодического процесса или сбоев в процессе) могут вызвать преждевременный прорыв, если система рассчитана только на средние условия.
- Состав загрязнителя : Для смешанных потоков ЛОС компонент с наименьшим сродством к адсорбции (самая низкая температура кипения, наименьшая молекулярная масса) прорвется первым и определяет основу проектирования системы. Конкурентная адсорбция между компонентами также означает, что первоначально адсорбированные более легкие соединения могут быть вытеснены впоследствии адсорбированными более тяжелыми соединениями — явление, которое необходимо учитывать при прогнозировании времени прорыва.
- Температура и влажность : Температура газа на входе выше 40°C значительно снижает адсорбционную способность активированного угля и может потребовать установки предварительного охладителя перед адсорбционное оборудование с активированным углем . Относительная влажность выше 70% приводит к конкурентной адсорбции водяного пара, снижая эффективную емкость ЛОС на 20–50% в зависимости от типа ЛОС.
5.2 Выбор типа углерода: гранулированный, пеллетный или сотовый
| Углеродная форма | Размер частиц | Падение давления | Адсорбционная емкость | Типичное применение |
|---|---|---|---|---|
| Гранулированный активированный уголь (GAC) | 0,6–4,8 мм | Средне-высокий | Высокий (500–1200 мг/г для обычных ЛОС) | Системы с неподвижным слоем газовой и жидкой фазы |
| Гранулированный активированный уголь (PAC) | Цилиндры диаметром 1,5–4,0 мм. | Средний | Высокий (по сравнению с GAC) | Газовая фаза — меньшее пылеобразование, чем у GAC |
| Порошок активированного угля (PAC) | <0,075 мм | Н/Д (slurry dosing) | Очень высокий (самая большая площадь поверхности) | Жидкая фаза — дозируется в виде суспензии, а не неподвижного слоя. |
| Сотовый активированный уголь | Монолитный блок, стенки ячеек 1,5–2,5 мм. | Очень низкий | Ниже на единицу объема, чем GAC | Концентраторы с вращающимся колесом, большие объемы ЛОС с низкой концентрацией |
5.3 Интеграция с процессами очистки выше и ниже по потоку
Адсорбционное оборудование с активированным углем редко работает как автономная система в промышленных приложениях. Эффективная конструкция системы требует тщательной интеграции с предшествующими процессами предварительной обработки и последующими процессами последующей обработки:
- Предварительная обработка вверх по потоку : Твердые частицы (>1 мкм) должны быть удалены перед слоем углерода, чтобы предотвратить преждевременное загрязнение и образование каналов. Рукавный фильтр или электрофильтр перед адсорбером являются стандартными для выбросов, содержащих аэрозоли, дым или пыль. Высокотемпературные потоки требуют охлаждения (прямой или косвенный теплообменник) до температуры ниже 40°C. Для потоков с высокой влажностью может потребоваться конденсатор или предварительная сушилка с осушителем.
- Последующая обработка : Во многих нормативных контекстах адсорбционное оборудование с активированным углем for VOC removal сочетается с расположенным ниже по потоку каталитическим или термическим окислителем — адсорбер концентрирует поток ЛОС (уменьшая размер окислителя и расход топлива), в то время как окислитель обеспечивает окончательное уничтожение любого прорыва, превышающего пределы выбросов.
- Интеграция системы восстановления растворителей : Для систем с паровой регенерацией и рекуперацией растворителя последующая система конденсации и разделения фаз должна быть спроектирована для конкретной смеси растворителей, включая обеспечение работы с азеотропом (например, смеси этанола и воды, требующие дистилляции, а не простого разделения фаз).
5.4 Анализ затрат: CAPEX и OPEX для разных типов систем
| Тип системы | Капвложения (относительные) | Драйверы операционных затрат | Срок окупаемости | Лучшее экономическое обоснование |
|---|---|---|---|---|
| Неподвижный слой, замена углерода (без регенерации) | Низкий | Стоимость покупки и утилизации углерода | Н/Д (no recovery revenue) | Низкий concentration, infrequent use, small flow |
| Неподвижный слой, паровая регенерация с рекуперацией растворителя | Средне-высокий | Стоимость пара, конденсация, очистка воды | 1–4 года (компенсируется величиной восстановления растворителя) | Высокая концентрация, дорогостоящие растворители, непрерывная работа |
| Концентратор окислителя с вращающимся колесом | Высокий | Окислительное топливо, электричество, техническое обслуживание | 3–6 лет | Большой объем, низкая концентрация, смешанные растворители без коэффициента восстановления. |
| Подвижная кровать с непрерывной регенерацией | Очень высокий | Транспорт углерода, энергия регенерации | 4–8 лет | Очень большой расход, непрерывная работа, высокие требования к утилизации углерода. |
6. Нормативные стандарты и соответствие
6.1 Стандарты Китая по выбросам ЛОС и сточных вод
Нормативно-правовая база Китая в отношении промышленных выбросов значительно ужесточилась с 2015 года, что стало основной движущей силой соблюдения требований для адсорбционное оборудование с активированным углем инвестиции в промышленные сектора Китая:
- GB 37822-2019 (Стандарт контроля неорганизованных выбросов летучих органических соединений): устанавливает общие пределы концентрации летучих органических соединений на выходе в размере ≤60 мг/м³ для общепромышленных источников и более жесткие ограничения для конкретных секторов промышленности. Мандаты организовали сбор и обработку источников выбросов ЛОС, превышающих установленные пороговые значения.
- Отраслевые стандарты выбросов : GB 31572 (синтетическая смола), GB 31571 (нефтехимическая промышленность), GB 16297 (комплексные загрязнители атмосферы), GB 14554 (загрязнители запаха) — каждый из них устанавливает конкретные пределы содержания летучих органических соединений, применимые к соответствующим отраслям промышленности.
- GB 8978-1996 и отраслевые стандарты сточных вод. : Регулирование концентрации растворенных органических соединений в промышленных сточных водах, стимулирование инвестиций в адсорбционное оборудование с активированным углем for wastewater treatment в качестве шага доводки до соответствия все более строгим ограничениям по ХПК, БПК и конкретным органическим соединениям.











 с активированным углем")
